
Welding Courses
DV Training Services Pte Ltd is providing the one stop solution for the marine and shipyard industry work permit holders. We are providing safety courses as well as Shipyard Low levy training & test.
Now, new upgraded facility can accommodate more welders and training can be done simultaneously with different welding process. Different materials can handle in this upgraded facility For piping, CS, SS and CUNI materials and structure CS materials.
Our Services
- Welder Qualification Training & Test (WQT)
- Low Levy Training & Test for Shipyard industry
- Low Levy Training & Test for Process industry
- Piping and structure Pwps & WPS preparation, reviews and PQR qualification in different materials such as CS, SS, DSS, SDSS, CUNI and Titanium.
Outsourcing our training center and workshop facilities to third party for interview process provide adequate resources to complete the training and testing.
Welder Qualification Training & Test (WQT)
- SMAW (ARC) Welding process
Welding possession 3G-SMAW, 4G-SMAW, 6G-SMAW - GTAW (TIG) Welding process
Welding position 6G-GTAW - GTAW & SMAW (ARC & TIG) Welding process
6G-GTAW / SMAW - FCAW (MIG) Welding process
Welding position 3G-FCAW, 4G-FCAW, 6G-FCAW - SMAW & FCAW (ARC & MIG) Welding process
Welding Position 6G-SMAW / FCAW
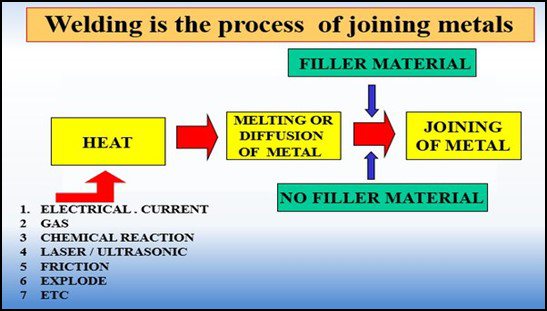
Welding is a fabrication process whereby two or more parts are fused together by means of heat, pressure or both forming a join as the parts cool.
Welding Process
Shielded Metal Arc Welding (SMAW)
In shielded metal arc welding (SMAW), an arc between a covered electrode and a weld pool is used to accomplish a weld. As the welder steadily feeds the covered electrode into the weld pool. Welding is one of the most popular ways to combine two metal parts into one. The process is simple: apply heat to each metal component


Gas tungsten arc welding (GTAW)


Gas tungsten arc welding (GTAW) uses a nonconsumable tungsten electrode that must be shielded with an inert gas. The arc is established between the tip of the electrode and works to melt the metal being welded. The consumable filler metal is added either manually or by some mechanized process.
Flex Cored Arc Welding (FCAW)
What is Metal Inert Gas (MIG) Welding? Metal Inert Gas (MIG) welding is an arc welding process that uses a continuous solid wire electrode heated and fed into the weld pool from a welding gun. The two base materials are melted together forming a join.
welding is generally used for large and thick materials. It employs a consumable wire that acts as both the electrode and the filler material. Compared to TIG welding, it is much faster, resulting in shorter lead times and lower production costs

Welding Procedure Specifications (WPS) preparation
The Welding Procedure Specifications (WPS) is created to ensure the repeatable acceptability of the weld when the procedure is executed by trained and qualified professional welders. The advantage of computer-assisted processes is in making sure that essential, supplementary essential and non-essential variables are being followed, fulfilling the requirements of the code being used, ASME Section IX, AWS D1.1, API 1104, or any other.
purpose of Welding Procedure Specifications
DV Training providing the consultancy services to prepare the Welding Procedure Specification (WPS) accordance to the client requirements. The package is including the followings
- Free consultation to understand the customer’s need based on job requirements.
- Pwps preparation, Advise for material selection and procurement arrangement,
- Selection of filler metal / electrode and purchase
- Providing the welding services including the welders and welding operators,
- Providing the certified welding inspector
- Providing the welding facilities and related equipment
- Arrange the welding surveyor based on customer requirements
- Arrange the NDT test for welded materials
- Arrange the mechanical tests for welded materials based on the customer requirements
- Prepare the relevant documents and get authorize endorsement
- Provide the full set of Welding Procedure Specifications with relevant documents
A Welding Procedure Specification (WPS), is a document that serves as a guide for the effective creation of a weld that meets all applicable code requirements and production standards. WPS is a primary source for welders to refer before commencing their job. They must comply those parameters mentioned in the wps.
Procedure Qualification Record (PQR) preparation
A Procedure Qualification Record (PQR) is the record of the actual weld test parameters used. It is the founding document as far as procedures are concerned and is used to produce welding procedure specification sheets (WPS) for production welds.
The WPS is written by welding engineer and needs to be mechanical tested to ensure the produced weld has required mechanical property. Before commencing the PQR Welding ensure all the equipment’s are calibrated and power sources connected properly, during welding record actual parameters as per approved “Proposed WPS”, this parameters need to be transfer to WPS for production welding
The completed weld coupon has to NDT tested before sent out to Mechanical test which is required to proven the mechanical properties such as strength, ductility etc. Please note WPS comes with the range, but PQR having actual records only. All the variables mentioned in the WPS must comply during production welding. All this variables must comply with international codes such as AWS D1.1, ASME Sec-IX, BSEN standards and client requirements
DV Training providing the consultancy services to prepare the Procedure Qualification Record (PQR) accordance to the client requirements. The package is including the followings
- Free consultation to understand the customer need
- Material selection advice and purchase
- Selection of filler metal / electrode and purchase
- Providing the welding services including the welders
- Providing the welding inspector
- Providing the welding facilities and related equipment
- Arrange the welding surveyor based customer requirements
- Arrange the NDT test for welded materials
- Arrange the mechanical tests for welded materials based on the customer requirements
- Prepare the relevant documents and get authorize endorsement
- Prepare the pre Procedure Qualification Record documents
- Provide the full set of Procedure Qualification Record with relevant documents
Welding Process Course
This Welding process is relevant to operators, technicians and supervisors across all process sector, to carry out plate wielding using 3G SMAW or 4G SMAW.
Through this theory session we will make the trainees understand about review maintenance documentation and technical manuals to determine required tasks
Prepare parts for welding in accordance with material specifications and job requirements, Select the type of welding to be used in the repair process
Check for distortions and measure components and parts to verify conformity with job specifications, Identify Properties of weld metals affect the weldability
Identify defective welded parts by visual examination and workshop tests and take corrective actions to address the causes of weld faults, Adhere to technical manuals and organisational procedures.
Process required maintenance documentation in accordance with regulatory requirements.
NAME OF THE WELDING COURSES
3G SMAW, 10 MM
Welding Position: 3G
Welding Process: SMAW (Shielded Metal Arc Welding)
Plate Thickness: 10 mm
3G SMAW, 25.4 MM
Welding Position: 3G
Welding Process: SMAW (Shielded Metal Arc Welding)
Plate Thickness: 25.4 mm
4G SMAW, 10 MM
Welding Position: 4G
Welding Process: SMAW (Shielded Metal Arc Welding)
Plate Thickness: 10 mm
4G SMAW, 25.4 MM
Welding Position: 4G
Welding Process: SMAW (Shielded Metal Arc Welding)
Plate Thickness: 25.4 mm
6G SMAW, 6” Sch 160
Welding Position: 6G
Welding Process: SMAW (Shielded Metal Arc Welding)
Pipe Thickness: 6” Sch 160
6G GTAW, 2” Sch 80 (CS)
Welding Position: 6G
Welding Process: GTAW (Gas tungsten arc welding)
Pipe Thickness: 2” Sch 80
Pipe Grade: Carbon Steel
6G GTAW, 1/2” Sch 80 (CS)
Welding Position: 6G
Welding Process: GTAW (Gas tungsten arc welding)
Pipe Thickness: 1/2” Sch 80
Pipe Grade: Carbon Steel
6G GTAW, 2” Sch 80 (SS)
Welding Position: 6G
Welding Process: GTAW (Gas tungsten arc welding)
Pipe Thickness: 2” Sch 80
Pipe Grade: Stainless Steel
6G GTAW, 1/2” Sch 80 (SS)
Welding Position: 6G
Welding Process: GTAW (Gas tungsten arc welding)
Pipe Thickness: 1/2” Sch 80
Pipe Grade: Stainless Steel
6G GTAW-SMAW, 6” Sch 160
(GTAW Root by Same Person)
Welding Position: 6G
Welding Process: GTAW & SMAW
Welding Root: GTAW Root welded by the same person
Note: The welder qualified to weld using this certificate for both GTAW & SMAW process
Pipe Thickness: 6” Sch 160
6G GTAW-SMAW, 6” Sch 160
(GTAW Root by Other Person)
Welding Position: 6G
Welding Process: GTAW & SMAW
Welding Root: GTAW Root welded by the other person
Note: The welder qualified to weld using this certificate only for SMAW process only
Pipe Thickness: 6” Sch 160
3G FCAW, 10 MM
Welding Position: 3G
Welding Process: FCAW (Flex Cored Arc Welding)
Plate Thickness: 10 mm
3G FCAW, 25.4 MM
Welding Position: 3G
Welding Process: FCAW (Flex Cored Arc Welding)
Plate Thickness: 25.4 MM
4G FCAW, 10 MM
Welding Position: 4G
Welding Process: FCAW (Flex Cored Arc Welding)
Plate Thickness: 10 mm
4G FCAW, 25.4 MM
Welding Position: 4G
Welding Process: FCAW (Flex Cored Arc Welding)
Plate Thickness: 25.4 MM
6G FCAW, 6” Sch 160
Welding Position: 6G
Welding Process: FCAW (Flex Cored Arc Welding)
Pipe Thickness: 6” Sch 160
6G SMAW-FCAW, 6” Sch 160
(SMAW Root by Same Person)
Welding Position: 6G
Welding Process: SMAW & FCAW
Welding Root: SMAW Root welded by the same person
Note: The welder qualified to weld using this certificate for both SMAW & FCAW process
Pipe Thickness: 6” Sch 160
6G SMAW-FCAW, 6” Sch 160
(SMAW Root by Other Person)
Welding Position: 6G
Welding Process: SMAW & FCAW
Welding Root: SMAW Root welded by the other person
Note: The welder qualified to weld using this certificate only for FCAW process
Pipe Thickness: 6” Sch 160
OUR UNIQUENESS AND STRENGTH
- We are providing wide range of welding courses
- One stop solutions for Shipyard safety course as well as welding courses
- Welder qualification test for all the sector (Marine and Process),
- We are providing shipyard low levy training
- We are providing process low levy training
- 72 individual welding booths with adequate distance,
- WPS and PQR preparation, qualification of WPS and mechanical test arrangement including documents preparation, review, and third-party endorsement.
- We are the SSG approved safety course training provider, so that we are providing the theory training as well practical training.
- Safety and welding training under one roof which is enabled to provide complete training and testing as per client requirements.








